3D printed parts are an interesting alternative for otherwise ‘unobtainable’ parts, but please be aware that they are not perfect.
Here’s a little overview of imperfections that relate to the FDM manufacturing method.
Layer Lines
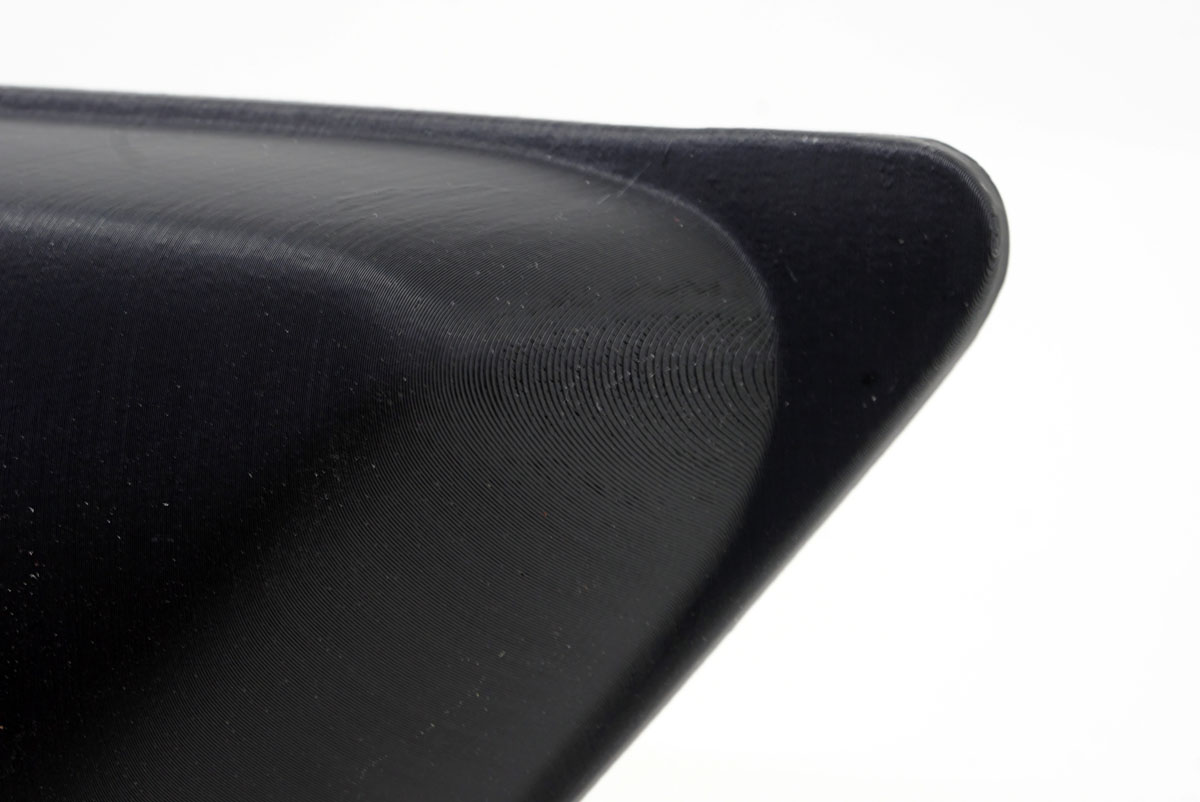
Stating the obvious: 3D prints are built by melting layers of plastic on top of each other. So there will always be a layering effect. However, the visibility of these layers will vary..
The layer effect is minimized by printing the parts in a fine layer height (0.16mm), and by orienting the printing direction for optimal surface resolution. The result is a reasonably smooth surface texture.
Curved areas with a very gentle slope iwill have more visible layering. This should be taken into account when orienting the print direction.
Smudgy bits
You may notice some brown ‘smudgy’ areas on some pictures of 3d printed side panels.
Those areas were smoothed with a soldering device to fix a stringing area or generally to make the part more dense. The heat of the iron can create a brown stain.
The mounting tabs sometimes need some post-processing to make the plastic more smooth or more dense.





Thick spots
Thick spots may arise from slightly fuzzy scan data. These areas can be sanded smooth
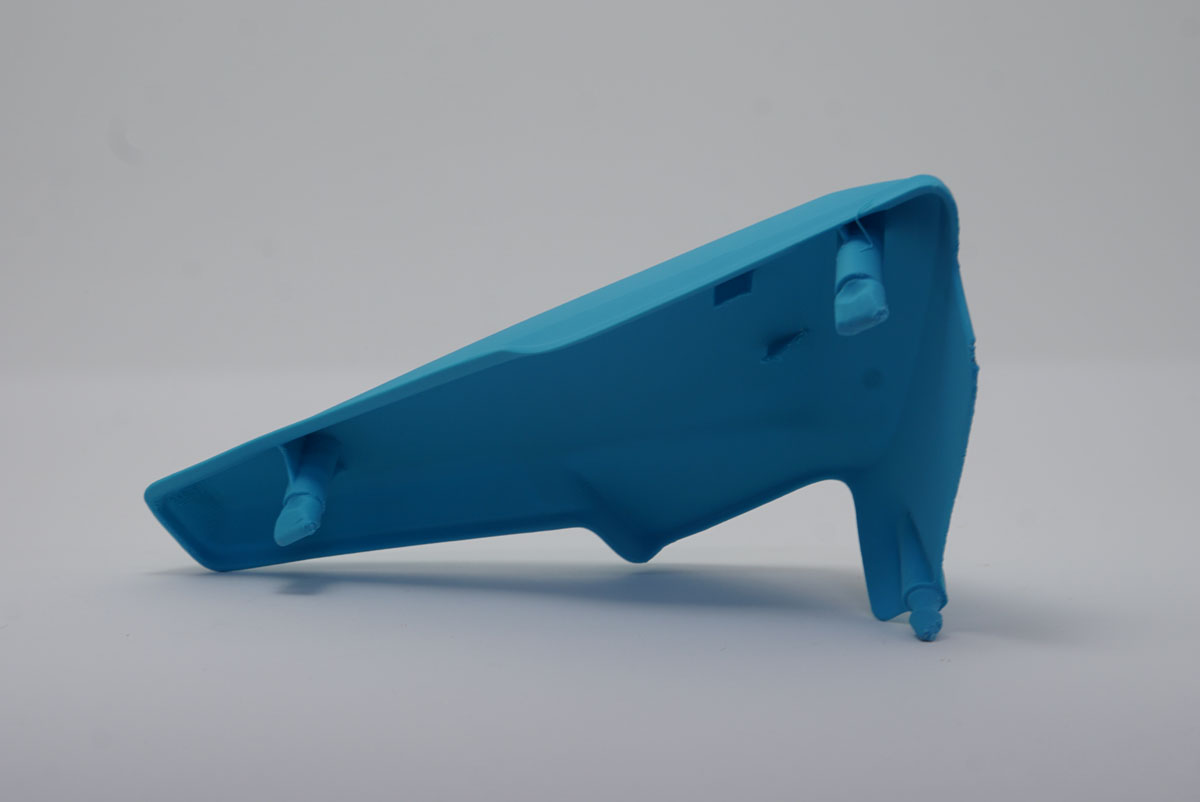
Support areas
Areas where the part was supported during the printing process may be a little rough after removal of the support structure. The part in the picture is an early version which was printed with some support structure on the A-side surface.
By orienting the part is such a way that most support structure is on the B-side, the visible side will be cleaner.
However, other factors may determine the part orientation, such as surface topology (what is the best direction to get the smoothest surface), strength requirements, material consumption, part size and available build volume, etc..
Rough edges can be sanded fairly easily with some sandpaper on a solid block

(Loss of) Filigree details
Fine details may not always come out perfect, especially on the supported side of the print. This is because the structures needed to support these details is very thin, and can easily fail during the printing process.
Typical example are the small fins that hold the fuze-box on the inside of the sidecovers. This is a trade off in favor of a better outside surface.