
Tips for sanding your panels
3D printed panels have layer lines and need some sanding in order to achieve a smooth surface finish.
When sanding your parts, you want to pay attention to the right technique. This will save time and get the best result.
Sanding the wrong way will ruin your finish or cost a lot of time..
Following steps are recommended:
- Dry sand the 3d printed part with 180 grit
- Apply a filler / primer (Grundierfueller) base coat
- Overspray lightly with any color paint
- Wet sand until the overspray is gone (grit 400 – 600)
This article focuses on the dry sanding or the raw 3d print.
Below are some guidelines if you’re not familiar with model making techniques.
What you need
- your fantastic 3d print
- some background music
- Sandpaper, 180 grit works well at this stage
- a small tool to keep you sandpaper in shape

Use a sanding Block
First of all: don’t sand a rough surface with your bare hand. Not only is it slow, but you also risk making uneven spots worse instead of better.
Always wrap your sandpaper around a fixed shape, like a small piece of wood or plastic. This way you’ll have control over the outcome, and it is much quicker. For very round shapes, use a more flexible support tool, like a piece of rubber or cork.


A support tool ensures that you sand only on the high spots when you have an uneven surface. This way you’ll even out the surface in a controlled way.


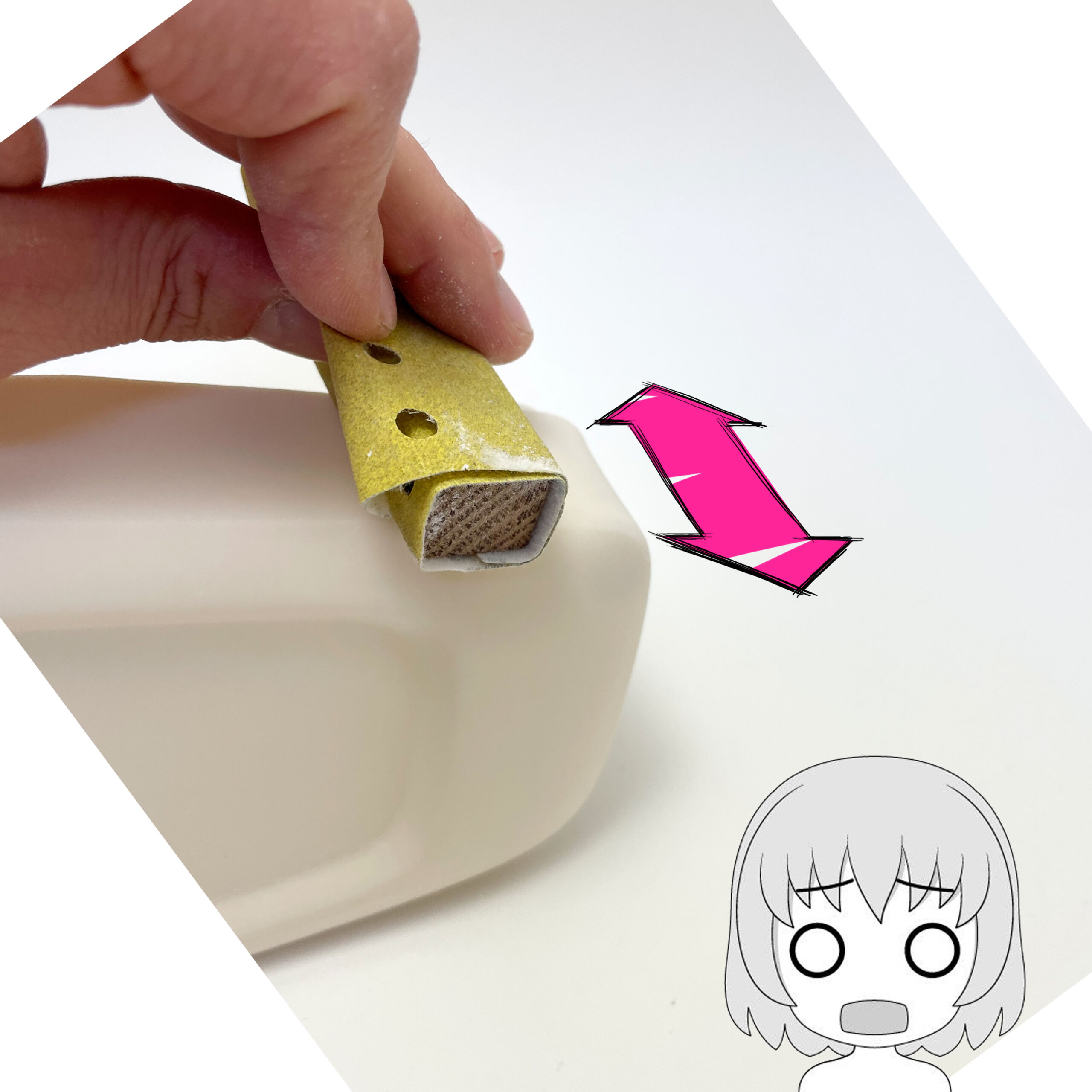
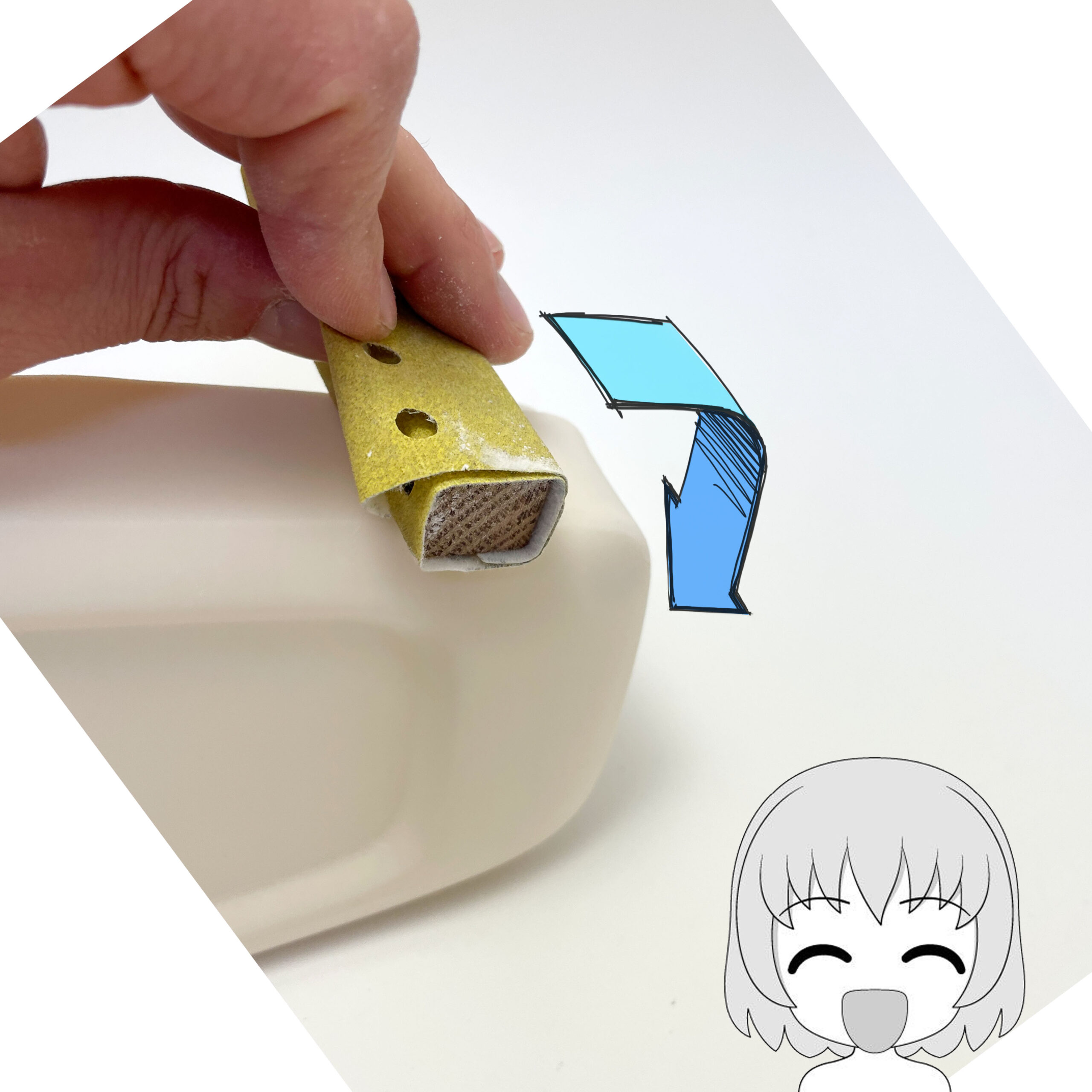
Follow the curvature
When sanding a curved area, your sanding movements should follow the curvature of the object. This way you’ll keep the shape intact.
If you sand against the curvature, you will create a flat spot! Flat spots will be visible in the reflections when the part is painted.
Sand away from the edges
Try to stay on the flat surfaces while sanding, and don’t sand over the edges, otherwise the geometry will lose its definition.
Don’t inhale the dust
Have you heard the saying ‘sanding 3d printed CY sidepanels is the new smoking’ ?
Me neither.
Nonetheless, your lungs aren’t the best place to store fine plastic dust from sanding. Work outside if you can and wear a dust mask.


PLA / ABS / ASA - Comparison for side panels
With 3d printing becoming more and mode mainstream, we’re seeing 3d printed replica components appear on various sites and forums. An interesting evolution for parts that become rare such as side panels for our little Honda bikes.
I do think it’s important to know what you’re buying, because all printed parts are not the same. Unfortunately, printed parts are sometimes offered without disclosing what they are made of, or in materials that are simply not suitable for their purpose…
Especially when a part requires labor-intensive post-processing (e.g. a sidepanel that needs sanding and painting) you should make sure the part is worth the effort, and will hold up over time. You wouldn’t want your painstakingly prepared side panels to melt on your first summer ride..
This is why I print sidecovers in ASA and not in PLA. Find more technical info below
Qualities requirements
Impact Resistance
the part should be able to resist knocks and bumps.
Weather Resistance
The part should be able to withstand long exposure to sunlight, rain, and other weather conditions without deterioration, fading, or cracking over time.
Temperature Resistance
The parts should remain stable with significant temperature variations, from scorching engine heat and summer sunlight to chilly nights.
Chemical Resistance
being able to withstand corrosion from contact with fuels, oils, and other chemicals is also essential
Considerations for Production
Material Cost
While quality is paramount, affordability is also a significant consideration to ensure cost-effective production without compromising performance.
Ease of Printing
Some materials are easier to print than others. If a material is harder to work with, prints will fail more often, and the cost per successful print will increase substantially. Typical cause of failure for larger prints are:
- Poor bed adhesion, causing objects to release from the build plate, or support structures that fail.
- Poor layer adhesion
- Warping / deformation during printing
Toxic fumes
High end plactics release toxic fumes during printing.
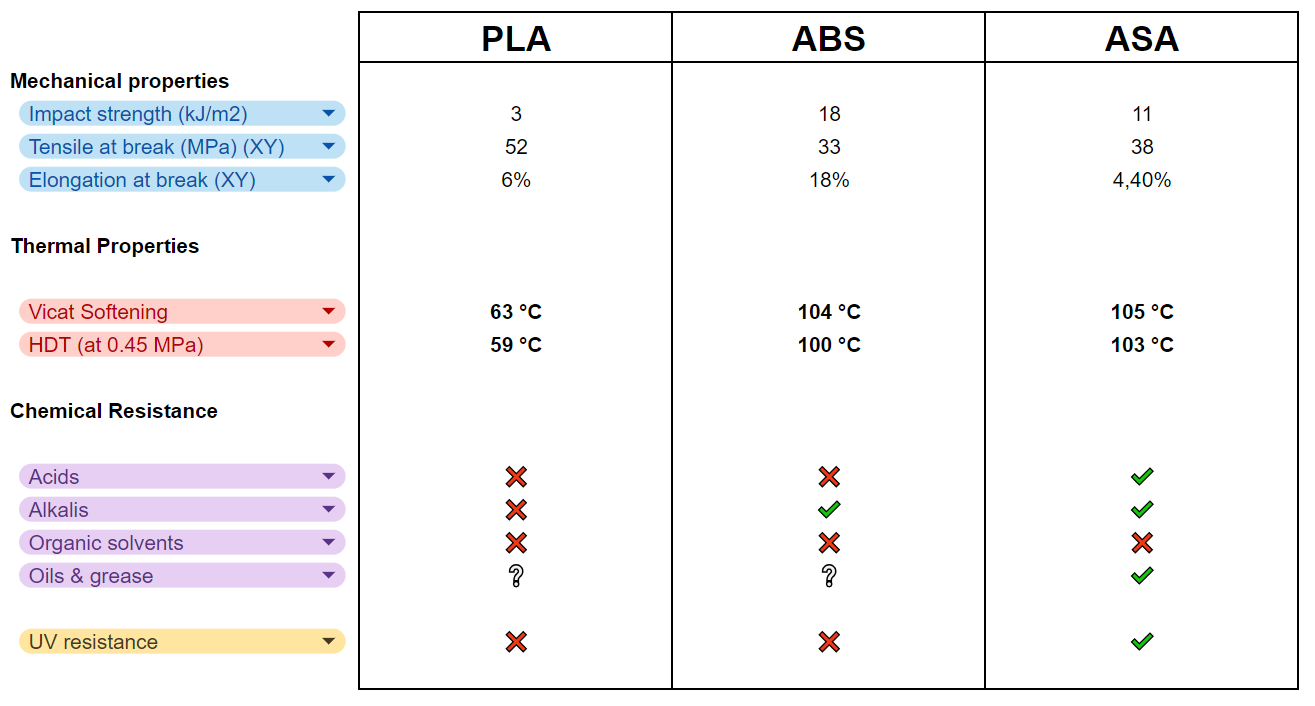
Comparison chart
The data in this filament comparison chart is based on the datasheets respective Polymaker filaments
PLA
Polylactic Acid
PLA is the most commonly used filament for hobby-grade FDM 3D printing. It claims to be an environmentally friendly, biodegradable and recyclable plastic. Here’s why it’s so popular:
- It is fairly cheap and comes in a huge array of brands and colors.
- Very easy to print. You can make large parts without worrying about warping
- Can be used on any printer, no need for heated bed or enclosure
- No smelly fumes during printing
However, PLA is fairly basic when it comes to technical qualities, which is why I would NOT recommend it for end-use motorbike parts:
- low impact resistance
- Low temperature resistace, will deform between 50-60 degrees C
- low weather resistance (‘biodegradable’)
- low chemical resistance
- bonus: it’s a total bitch to sand in shape
So PLA is great for gadgets, or mockup models, or generally to print heaps of garbage in good conscience. BUT not what you need for a motorbike part that should last for years
ABS
Acrylonitrile Butadiene Styrene
ABS is a classic technical material. I’s fairly cheap and is available in a wide range of brands and colors. The technical qualities are superior to PLA:
- Better impact resistance
- Moderate weather resistance
- Higher temperature resistance
- Adequate chemical resistance
Downsides of ABS:
- Warps easily during printing, so higher failure rate
- Much harder to get good bed adhesion and layer adhesion
- Needs a heated / enclosed printer
- Releases toxic fumes during printing
So ABS is better, but generally more difficult and expensive to work with compared to PLA
ASA
Acrylonitrile Styrene Acrylate
Asa is becoming the go-to material to replace for ABS in 3d printed applications. This is due to its improved UV resistance and lower shrinkage during printing.
- high impact resistance
- Excellent weather resistance and resistant to UV radiation, so better suited for prolonged outdoor exposure
- Far better Temperature resistance
- Higher chemical resistance compared to ABS, resistant to fuels and oils
Drawbacks
- Despite better warp-resistance compared to ABS, you still need a fine-tuned machine to successfully print large parts
- Can be difficult to get proper bed-adhesion and layer adhesion, resulting in higher failure rate. Printing at higher temperatures and lower speeds gets better results
- Needs an enclosed printer
- Toxic fumes when printing
- Higher material cost compared to PLA and ABS, on top of lower printing speed and higher failure rate, makes it more expensive to work with.
–> Despite being more expensive to use, ASA is my primary choice for end-use parts.

3D print - layer lines and other side effects
3D printed parts are an interesting alternative for otherwise ‘unobtainable’ parts, but please be aware that they are not perfect.
Here’s a little overview of imperfections that relate to the FDM manufacturing method.
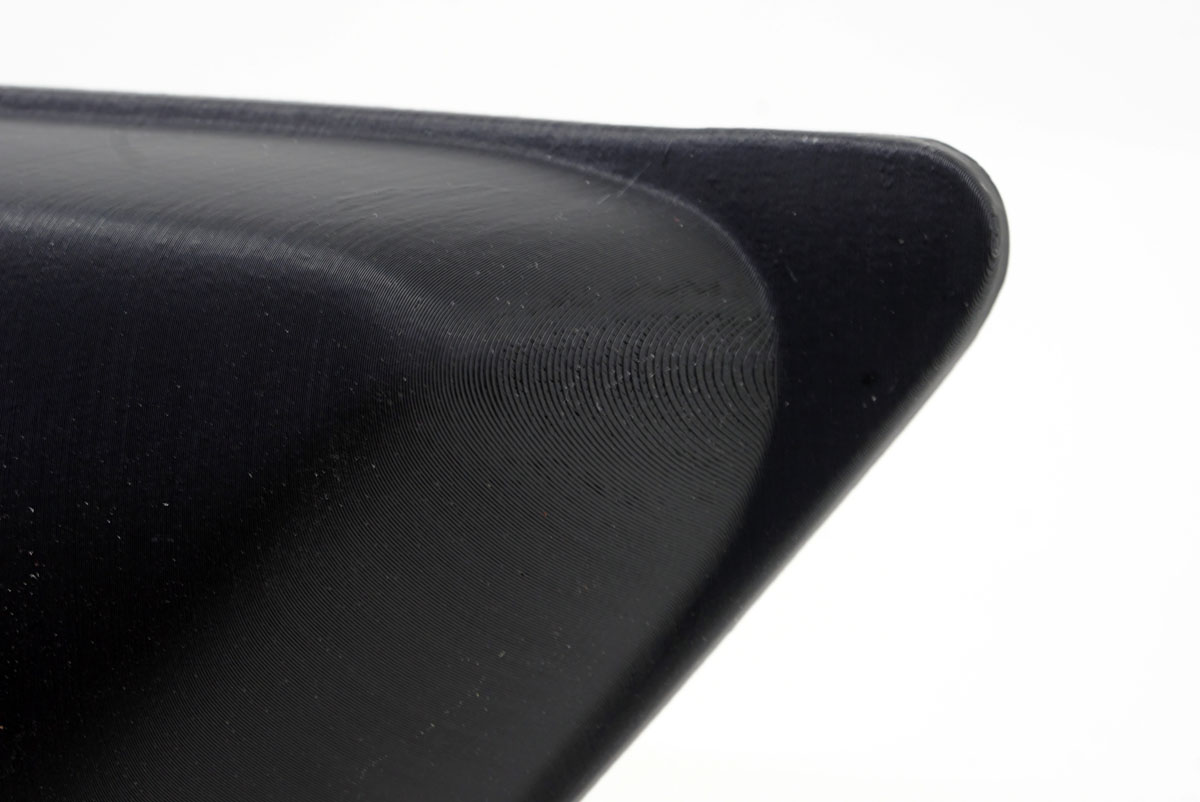
Layer Lines
Stating the obvious: 3D prints are built by melting layers of plastic on top of each other. So there will always be a layering effect. However, the visibility of these layers will vary..
The layer effect is minimized by printing the parts in a fine layer height (0.16mm), and by orienting the printing direction for optimal surface resolution. The result is a reasonably smooth surface texture.
Curved areas with a very gentle slope iwill have more visible layering. This should be taken into account when orienting the print direction.
Smudgy bits
You may notice some brown ‘smudgy’ areas on some pictures of 3d printed side panels.
Those areas were smoothed with a soldering device to fix a stringing area or generally to make the part more dense. The heat of the iron can create a brown stain.
The mounting tabs sometimes need some post-processing to make the plastic more smooth or more dense.




Thick spots
Thick spots may arise from slightly fuzzy scan data. These areas can be sanded smooth
Support areas
Areas where the part was supported during the printing process may be a little rough after removal of the support structure. The part in the picture is an early version which was printed with some support structure on the A-side surface.
By orienting the part is such a way that most support structure is on the B-side, the visible side will be cleaner.
However, other factors may determine the part orientation, such as surface topology (what is the best direction to get the smoothest surface), strength requirements, material consumption, part size and available build volume, etc..
Rough edges can be sanded fairly easily with some sandpaper on a solid block

(Loss of) Filigree details
Fine details may not always come out perfect, especially on the supported side of the print. This is because the structures needed to support these details is very thin, and can easily fail during the printing process.
Typical example are the small fins that hold the fuze-box on the inside of the sidecovers. This is a trade off in favor of a better outside surface.



What is Alumide?
Alumide is a composite material that combines aluminum powder with polyamide (PA12) powder. This blend combines properties of aluminum with the flexibility and durability of nylon. Alumide is used in selective laser sintering (SLS) processes.
Alumide looks a bit like casted aluminum due to its grainy metallic texture.
It is able to witstand temperatures up to 140 Celcius, making it one of the more heat-resistant plastics and usable
However, it’s worth noting that alumide does not possess the same mechanical properties as pure aluminum due to its composite nature, but it still offers a compelling balance of strength and versatility.
